 English
English Czech
Czech German
GermanTool Steels
Tool and Die Steel Includes Cold Work Steel, Hot Work Steel, Plastic Mould Steel, High Speed Steel. These tool materials adhere to great quality demands of steel like temper, strength, toughness, resistance to tempering, hardening capacity, dimensional stability etc. The range of Tool Steel in our store includes products from renowned manufacturers.
Main characteristics and applications
Ni – Cr – Mo die steel characterized by high level hardenability and toughness, good resistance to repeated thermal and good wear resistance.
Main applications:
• hammer and press forging dies.
• rams for power hammers.
• hot mill rolls.
• very hard cold work dies and punches.
It is advisable to use the blocks for dies treated at various hardness limits according to the depth cavity complying with the indications given below.
| Cavity depth (mm) | HRC | R(N/mm2) |
|---|---|---|
| 20 | 39÷43 | 1200/1350 |
| 50 | 36÷42 | 1100/1320 |
| 100 | 32÷38 | 980/1170 |
Comparable standards
| DIN | W.Nr | AFNOR | AISI/ASIM | BS | JIS |
|---|---|---|---|---|---|
| 56NiCrMoV7 | 1.2714 | ~55NCD07-05 | DB-6 | ~224 | SKT-4 |
Chemical composition (typical; in weight %)
| C | Si | Mn | P (max) | S (max) | Cr | Mo | Ni | V |
|---|---|---|---|---|---|---|---|---|
| 050-0.60 | 0.10-0.40 | 0.60-0.95 | 0.03 | 0.03 | 0.80-1.20 | 0.35-0.55 | 1.50-1.80 | 0.05-0.15 |
Critical points
Ac1 730 °C
Ac3 760 °C
Ms 230 °C
Production technology
EAF – LF – VD - Forging – Heat treatment QT
US specification
In according to standard EN10228-3 Class 4 and standard SEP 1921 Class E/e
Delivery condition
WW.NR. 1.2714 is delivered in quenched and tempered condition, with hardness range 360 - 410 HB (39 - 44 HRC) or in annealed condition, with hardness max 240 HB (23 HRC)
Physical properties (reference values)
| 20°C | 100°C | 250°C | 500°C | |
|---|---|---|---|---|
| Thermal expansion coefficient (10-6/K) | 12.1 | 12.4 | 12.9 | 14.0 |
| Thermal conductivity (W/mk) | 36.7 | 36.9 | 39.3 | 35.7 |
| Young modulus (Kn/mm2) | 212 | 208 | 197 | 175 |
Tempering curve
Heat treatment
| TREATMENT | TEMPERATURE | HOLDING TIME (HT) | COOLING | COMMENTS | |||||
|---|---|---|---|---|---|---|---|---|---|
| Annealing | Heat to 700 - 720 °C | Min. H.T. for 2 minute /mm | Air or furnace | In order to obtain hardness lower than 240 HB ( 23 HRC) to improve machinability | |||||
| Stress relieving | Heat to 600 - 650 °C (max 30 °C below tempering temperature) | Min. H.T. for 2 minute /mm | Air or furnace | To be carried out after machining, is recommended to eliminate the residual stresses induced by mechanical working | |||||
| Hardening | Initial preheating to 350-450°C Second preheating to 650-750°C Heat to hardening temperature to 850-870°C and hold at temperature | Min. H.T. for 1 minute /mm | Oil | - | |||||
 | |||||||||
| Tempering | In the range 550 – 600°C for at least 3 h according to hardness requirements and conditions of use. Tempering must be repeated a second time at a temperature equal to or 20°C lower than the previous. Before tempering, the parts must be preheated to 200 – 300°C | Air | Usual service hardness: 44-52 HRC | ||||||
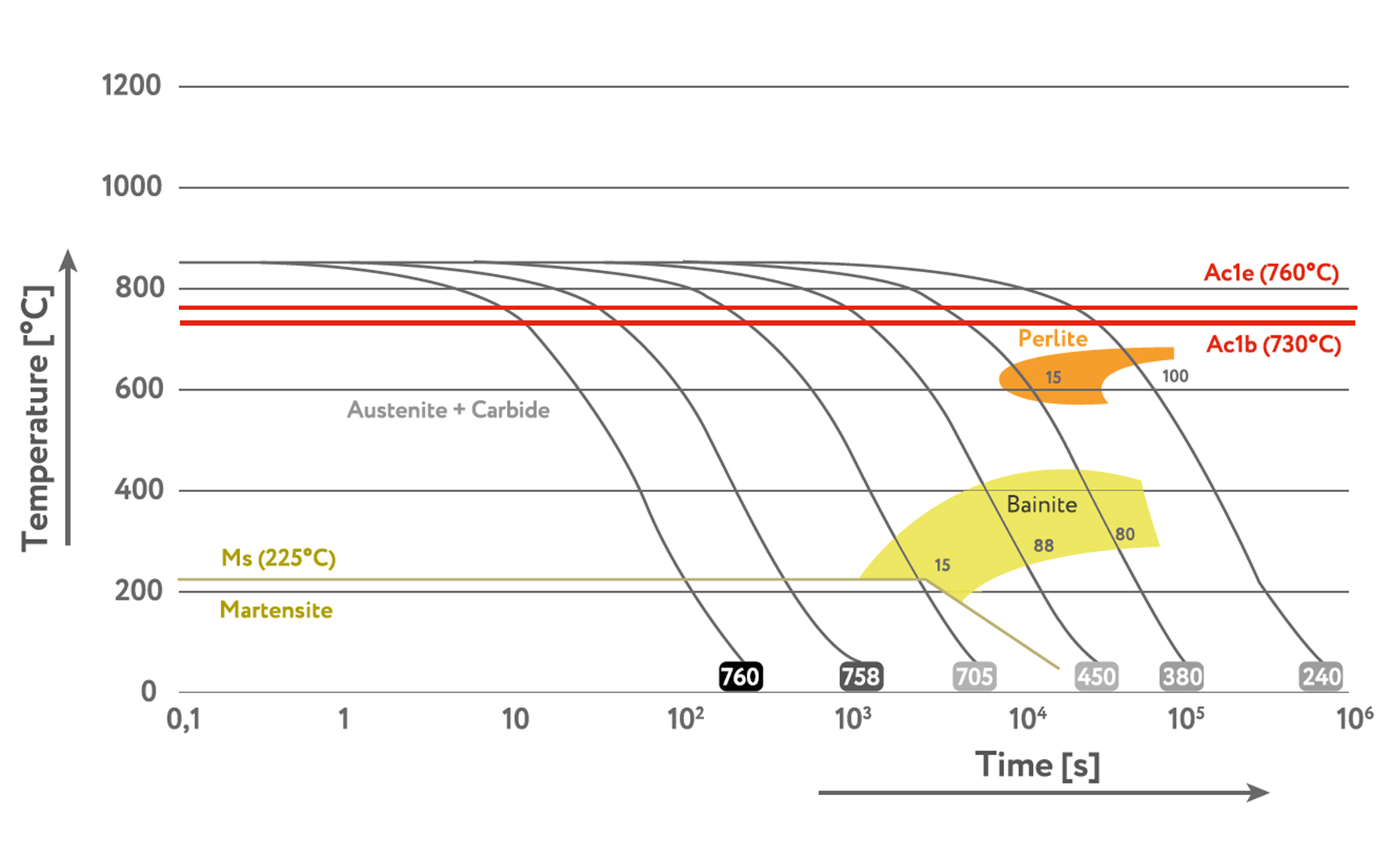
C.C.T. curve